Tecnologia compatta e intelligente pensata per recuperare il contenuto frigorifero dei gas liquefatti nel processo produttivo.
Un sistema intelligente che trasforma il contenuto energetico della CO2 liquida in valore per il tuo impianto. Efficienza, sostenibilità e continuità
di servizio.
Nel processo di produzione della birra, la CO2 recuperata dalla fermentazione viene liquefatta a -20/-25°C e conservata in serbatoi coibentati a 16-18 bar.
Per poterla riutilizzare nell’imbottigliamento, deve essere evaporata e riscaldata. Coolvibe intercetta questo momento e lo trasforma in opportunità: invece di dissipare il freddo utilizzando vapore o acqua a temperatura ambiente, recupera l’energia frigorifera usando l’acqua glicolata già presente a -5°C.
Risultato? 81 kW termici recuperati ogni 1000 kg di CO2 evaporata = 20 kW elettrici.
È attualmente in fase di sviluppo un sistema innovativo per il recupero energetico da azoto liquido.
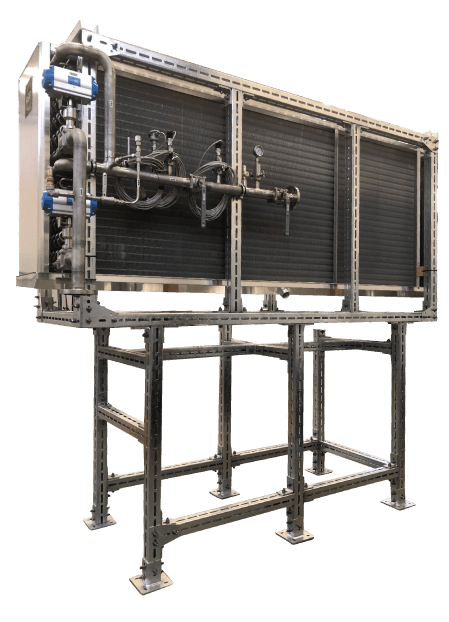
Evaporatore ad aria: sempre attivo per continuità operativa
Capacità di evaporazione
fino a 2500 kg/h
Recupero energetico
fino a 202,5 kW termici = 50 kW elettrici
Temperatura CO2 liquida in ingresso
-20/-25°C
Pressione di esercizio
16-18 bar
Il Ciclo virtuoso
firmato Coolvibe.
Un sistema intelligente che trasforma il contenuto energetico della CO2 liquida in valore per il tuo impianto. Efficienza, sostenibilità e continuità di servizio.